Ohlasy a tipy k 3D tisku a tiskárně Rebel II.
Občas mi někdo napíše nějaký zajímavý poznatek nebo doplnění k mému návodu pro Rebela II nebo 3D tisku. Protože si myslím, že to může být zajímavé i pro ostatní a nemám čas ani chuť pokaždé upravovat návod rozhodl jsem se vytvořit tuto stránku. Budu sem postupně kopírovat zajímavé informace z mailů které dostávám. Samozřejmě s uvedením autora a jen s jeho svolením.
Tip ode mě (06.06.2016). Použití tiskového materiálu PET - pokračování
Od doby kdy jsem zveřejnil předchozí tip na materiál PET jsem z něj vytisknul skoro dvě cívky. Takže můžu dodat nějaké podrobnosti. Řekl bych že se plně potvrdily první dojmy které jsem popsal v předchozím příspěvku. Z materiálu PET (nebo PETG) se tiskne velmi dobře. Vytištěné předměty jsou velmi pevné ale pružnější než při tisku z PLA. Jednotlivé vrstvy se velmi dobře spojují, výtisky nemají tendenci praskat po vrstvách jako je tomu u ABS. Materiál PET má malou teplotní roztažnost takže je mimořádně vhodný pro tisk velkých předmětů. Dobře se tisknou i přemostění - materiál se chová podobně jako PLA. Na diskusním fóru o tiskárnách Rebel se objevila informace, že je nutné při z PET tisknout výrazně sníženou rychlostí. To ale není pravda - tisknu z něj stejnou rychlostí jako z ostatních materiálů.
Pochopitelně jsem narazil i na nějaké drobné nevýhody o nichž se tu musím zmínit. Řekl bych, že roztavené PET je "lepivější" než ostatní materíály a má tendenci táhnout za tryskou vlákna. Ta vlákna prakticky ničemu nevadí. Snadno se dají odstranit. Horší je ale to že tento lepivější a vaznější materiál má tendenci nabalovat se na tiskovou trysku. Na té se hromadí a v okamžiku kdy se nashromáždí větší množství se z trysky utrhne a na tištěné ploše udělá několikamilimetrový "bobek". Do toho při dalším průchodu tryska narazí a může dojít ke ztrátě kroků a zničení tisku. Tento jev nastával ve standardním nastavení sliceru při tisku prvních vrstev v případě tisku velkých ploch. Pokud jsem tisknul složitější tvary tento problém nenastával. Experimenty jsem zjistil, že pokud snížíme množství materiálu v první vrstvě lze tento problém z větší části nebo zcela odstranit. Nejprve jsem experimentoval s výškou první vrstvy. Mám trysku 0,5mm a tisknu výšku vrstvy 0,4mm. Ve standardním nastavení sliceru byla výška první vrstvy nastavena na 0,3mm. Zvýšil jsem ji na 0,4mm a problémy takřka zmizely. Pak jsem se soustředil na šířku první vrstvy. Ve standardním nastavení sliceru je tato šířka nastavena na 200%. Experimentoval jsem s touto šířkou a ukázalo se že jejím snížením ze popisovaný problém zcela odstranil. Při snížení pod cca 140% už se objevil problém s chytáním materiálu na podložku. Nakonec jsem šířku první vrstvy ponechal na 170%. Při tomto nastavení je tištěná plocha i kvalitnější - tryska nedře po povrchu. Kompromis vhodný pro svou tiskárnu si každý musí najít sám. Navíc se ukázalo že se s tímto nastavením lépe tiskne i z PLA, ABS jsem nezkoušel - nemám ho rád :-).
Když už jsme u první vrstvy je vhodné napsat jak tisknout na sklo. V popisech PET materiálů se obvykle píše že se tiskne přímo na čisté sklo. To mi ale nefunguje. Materiál měl tendenci se v rozích odlepovat a zvedat. Proto tisknu stejně jako s PLA na sklo potřené lepidlem (Kores nebo podobné). Při této úpravě je naopak někdy velký problém tištěné předměty ze skla sundat. Teplotu na stolku nastavuji podobně jako pro tisk z PLA na cca 60 až 65°C. Je třeba nechat vytištěný předmět vychladnout. Při čerstvém lepidlu a teplém stolku předmět skoro nejde sundat. Dokonce se mi stalo, že mi při chladnutí velmi velkého předmětu prasklo podkladové sklo protože lepidlo prostě nepovolilo... Takže jsem v Liberci musel hledat sklenáře.
Vhodnou teplotu extruderu si bude muset najít každý sám. Já tisknu při spodním okraji rozsahu teplot udávaných výrobcem. Ovšem jakou teplotu extruder skutečně má ví jen sám bůh...
První klubo PET filamentu jsem koupil v Alze která udává jako původce pana Průšu. Předpokládám že jde asi o výrobce Plasty Mladeč ale jistý si s tím nejsem. Toto byl nejlevnější materiál který jsem sehnal a platí o něm vše co jsem napsal. Teď mám v tiskárně černé PET od firmy PM-Filamentum (nebo tak nějak). Z toho to plastu se tiskne ztejně dobře, a mám pocit že je maličko méně "lepivý". Netáhnou se za ním tolik ta vlákna a nenabaluje se tolik na trysku. Ale možná už je to důsledek výše uvedených nastavení.
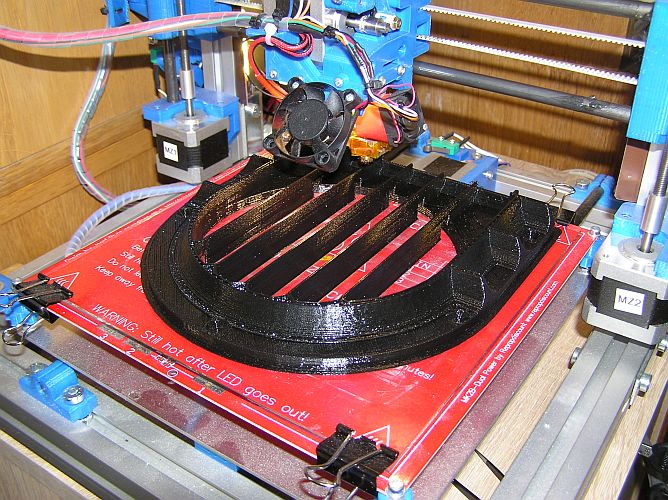
Na závěr můžu s radostí konstatovat že po vyzkoušení PET už nevidím žádný důvod používat jiný materiál. Jediný důvod by mohl být v tom že není dostatečný výběr barev a že je PET průsvitné. Pokud někde toto vadí může to být důvod k použití jiného materiálu. Abych kokumentoval použitelnost PET přikládám fotografii zatím největšího předmětu který jsem tisknul.

Tip ode mě (19.11.2015). Použití tiskového materiálu PET
Od pana Zahradníka jsem dostal na vyzkoušení vzorek materiálu PETG který dodává ve svém eshopu. Tento materiál mě velmi zajímal protože má podle tvrzení výrobců velmi vhodné vlastnosti pro použití ve venkovním prostředí. Napadly mě například různé plastové prvky při výrobě antén - typicky úchytky prvků a pod. Možností použití v radioamatérské praxi může být nepřeberné množství - fantazii se meze nekladou.
Materiál PETG je vlastně PET který známe např. z PET lahví. Podle výrobců má tento materiál vysoký teplotní rozsah od -70 do cca 110°C, je odolný proti UV záření, je pevný a pružný. Materiál je rovněž zdravotně nezávadný a odolný proti běžným chemickým látkám. Navíc má velmi malou teplotní roztažnost což je důležité především při tisku. Teoreticky by se PET měl tisknout stejně snadno jako PLA ale mechanické vlastnosti vytištěných dílů by měly být lepší. Po tom co jsem o tomto materiálu slyšel na přednášce o tiskových materiálech na 3D-Expo 2015 jsem si říkal že by to byl vlastně ideální univerzální materiál pro běžné použití. Pro radioamatérské použití jsou rovněž zajímavé velmi nízké VF ztráty - lze ho použít pro konstrukční díly výkonových zesilovačů a pod. Při testu jsem kus nepodařeného výtisku nechal ohřívat v mikrovlnné troubě. Talířek na kterém PET leželo byl teplý ale vlastní PET materiál byl zcela studený.
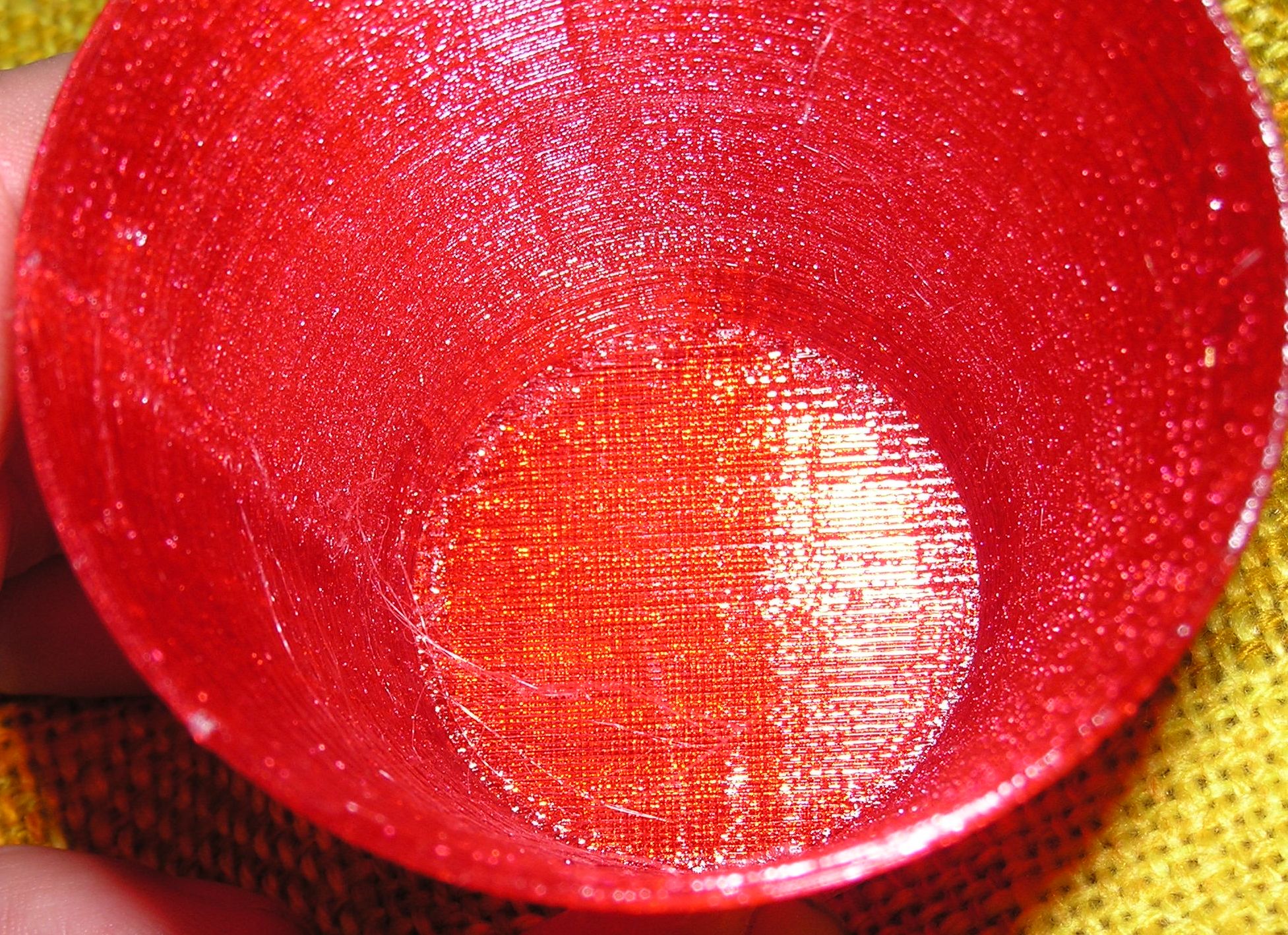
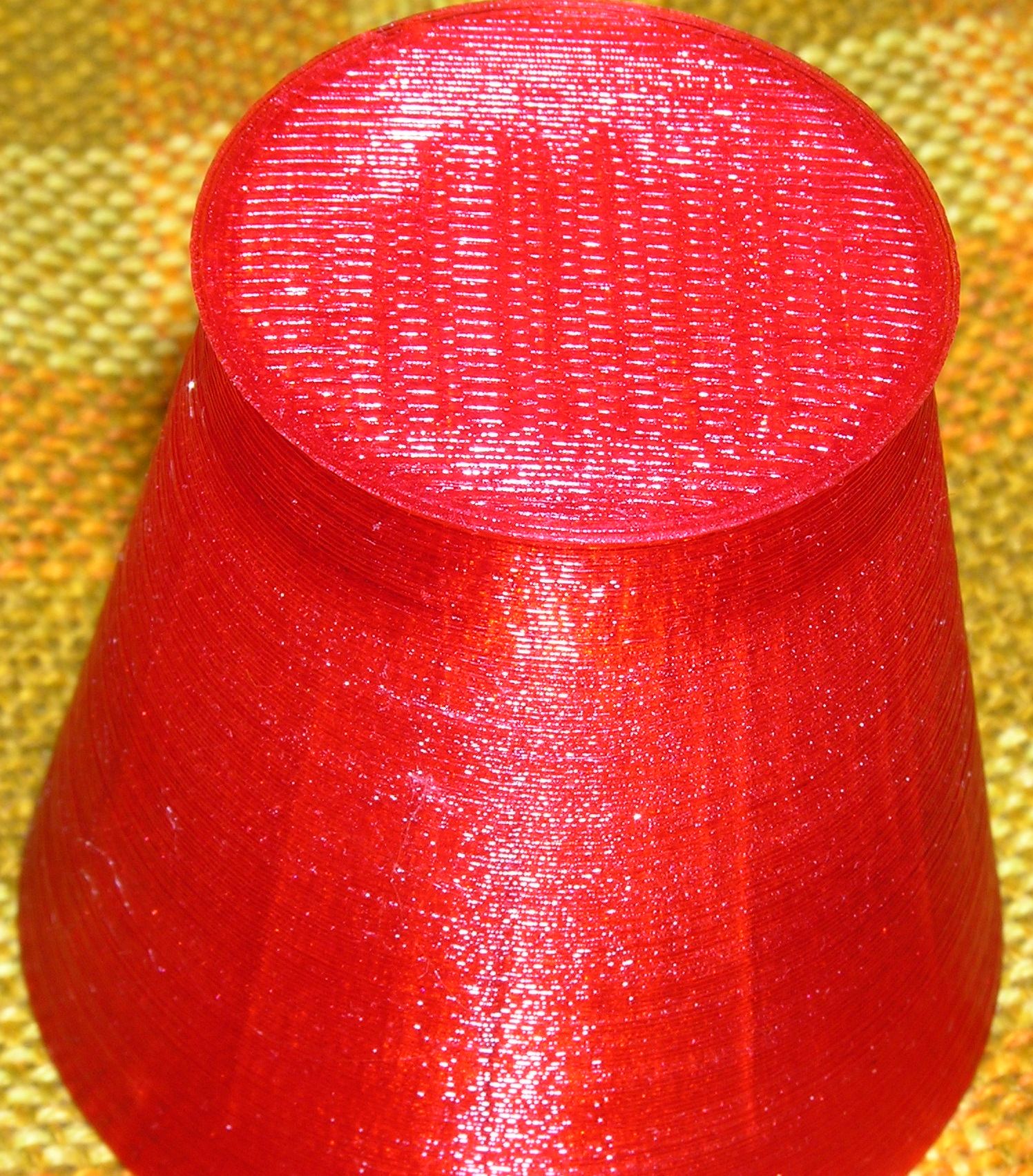
Pro zkušební tisk jsem si připravil model jakéhosi kelímku s tenkými stěnami. Tloušťka stěn je 1mm. Chtěl jsem si tím především ověřit zda se při chladnutí nebudou stěny bortit nebo trhat po vrstvách jak tomu bývá u ABS. Použil jsem běžné nastavení které používám pro tisk PLA, jen jsem zvednul teplotu extruderu. Na stolku jsem měl nastavenou teplotu 60°C a extruder pro první vrstvu 225°C a pro ostatní 220°C. Trysku používám 0,5mm a výšku vrstvy 0,4mm. Tiskový prostor jsem jednostranně ofukoval ventilátorem na tiskové hlavě. Do zkušebního tisku jsem navíc přidal drobný předmět se složitějsí strukturou který jsem nedávno tisknul pro kamaráda. Tento předmět měl relativně malou stykovou plochou se stolkem. Z PLA jsem ho tisknul v několika kusech naprosto bez problémů. Při tisku z PETG se ale tento předmět od podložky utrhl. Výrobci tvrdí že se PET tiskne přímo na čisté sklo bez jakýchkoliv úprav. Já normálně tisknu na sklo s naneseným trojůhelníkovým lepidlem které kdysi pan Zahradník doporučoval. Vrstva lepidla už byla značně opotřebovaná předchozími tisky. Pravděpodobně tedy pro tisk PET bude potřeba používat nějakou úpravu povrchu stejně jako při tisku s ostatními materiály. Kelímek který měl větší stykovou plochu se vytiskl bez problémů. Nenastaly žádné deformace, tisk byl na první pokus bezvadný. Výsledný produkt vidíte na obrázcích. Při přejezdech přes tištěné plochy se mi zdálo, že již vytištěné plochy jsou podstatně tvrdší než při tisku z PLA. Pokud tryska zavadila o nerovný povrch byly to podstatně větší rány než při tisku z PLA. Při jedné z nich se právě od podložky utrhl ten menší předmět. Bylo by tedy asi vhodné mít stolek upevněný pružně aby mohl mírně "povolit". Taková úprava již byla několikrát popisovaná. Já se na ni chystám od té doby co tuto tiskárnu mám :-).

Co tedy dodat. Předně musím podotknout že je na nějaké vážnější hodnocení ještě příliš brzy. Abychom přesně věděli jak se materiál chová bude potřeba vytisknout pár cívek. Přesto se ukázalo, že má očekávání byla naplněná k plné spokojenosti. Z PET se tiskne stejně dobře jako z PLA. Bude nutné vyzkoušet nějakou úpravu pro lepší přilepení tištěného předmětu k podložce. Zatím předpokládám že by mohlo stačit zvýšit teplotu stolku a použít čerstvou vrstvu lepidla. Ale to se časem ukáže. Jako bonus se ukázalo že tisk z PETG není cítit. ABS při tisku slabě zapáchá - takový nepříjemný chemický smrádek. PLA je takřka bez zápachu ale u PETG jsem necítil vůbec nic. Mé první dojmy potvrdily to že by PET mohl zcela nahradit dnes používané materiály PLA a ABS. Má výhodné vlastnosti obou materiálů a postrádá jejich nectnosti.
Jediné co tedy mohu tomuto materiálu vytknout je jeho cena. Ta je obvykle skoro dvojnásobná oproti ABS a PLA. Existuje taky levná varianta od firmy Plasty Mladeč, ovšem tato firma má v internetových diskusích špatnou špatnou pověst a většina diskutujících radí spíše se jejím výrobkům vyhýbat. Já jsem od nich ještě nic v tiskárně neměl, takže to nemohu ani potvrdit ani vyvrátit.
Vojta OK1IAK (20.03.2015)
Ahoj Martine.
Díky moc za návod k sestavení tiskárny od Petra Zahradníka. Už mám za sebou stavbu mechaniky, postupoval jsem primárně podle Tvého návodu.
================================================================
Petr Zahradník dodává v posledních stavebnicích motory s nakrimpovanými konektory. Kabely Petr ustříhl na správnou délku a konektory označil (X, Y, ZL, ZP, E). Prosím přidej do návodu ke každému bodu montáže motoru, že je třeba vzít ten správný, jinak délka kabelu nebude sedět. S přešroubováním levého motoru na Z ose jsem se navztekal, protože jsem už měl osazený celý pojezd X a Z os.
Dále prosím přidej pro další generace poznámku o tom, že je třeba řezat a čistit plastové díly co nejméně a dvakrát si rozmyslet, jestli výstupek je artefakt, nebo jestli tam má být. Chybně jsem uříznul výstupky na kladce osy Y, které drží ložisko vystředěné.
Trochu jsem měl nejasnosti s držákem řemenu na spodku stolku. Fotografie by pomohla.
Petr zmiňuje v jeho návodu, že je možné, že lineární ložiska ve stolku nebudou moc držet, doporučuje odmastit a přilepit sekundovým lepidlem. Použil jsem modelářské sekundové lepidlo a zdá se to v pořádku. Petr doporučuje stejný postup pro mosazné pojezdy v Z ose. Mě matice zapadly do pojezdů Z os poměrně volně, zajistil jsem je tedy sekundovým lepidlem a zdá se to také v pořádku.
Jak jsem si v hlavě sumíroval vlastnosti tiskárny, došlo mi, že jsem moc nekontroloval kolmost jednotlivých pojezdů. To by mohlo být v manuálu více zdůrazněno. U portálu jsem kontroloval pouze kolmici os Y a Z, ale vůbec mi nedošlo, že bych měl zkontrolovat kolmici mezi Z a X. Pouze jsem odměřil vzdálenost zadní hrany portálu od zadního okraje horizontálního rámu. Dále jsem nekontroloval kolmost os X a Y. Pouze jsem nastavil pravý okraj držáků tyčí pojezdu stolku 10cm od kraje. Až dorazím domů, zkontroluju to trojúhelníkem, ale když už je mechanika sestavená, tak se to bude opravovat těžko a budu tisknout lichoběžníky.
Ještě jednou díky a 73, Vojta OK1IAK